|

- 關(guān)鍵字: 自動(dòng)化設(shè)備 工控機(jī) 輸送機(jī) 衛(wèi)浴機(jī)械 自動(dòng)化 汽車 氣缸 浴缸機(jī)械 蛋撻 螺絲機(jī)
|
公司基本資料信息
|
|||||||||||||||||||||||||||
一、 項(xiàng)目背景
該項(xiàng)目針對(duì)熱成型完成后的平面玻璃四角毛刺進(jìn)行打磨處理,方便后續(xù)進(jìn)行打包的專用設(shè)備
二、 項(xiàng)目要求
要求運(yùn)行中定位精準(zhǔn),磨邊完成后無毛刺,可根據(jù)人為設(shè)定進(jìn)行控制四角弧度。磨取完成后,四角的弧度要盡量一致,該方案須支持多種產(chǎn)品切換。
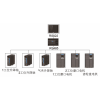
三、 硬件配置
匯川設(shè)備:
|
序號(hào) |
產(chǎn)品名稱 |
型號(hào) |
備注 |
數(shù)量 |
|
1 |
HMI |
IT6104E |
人機(jī)界面 |
1 |
|
2 |
PLC |
H3U-3232MT |
控制器 |
1 |
|
3 |
伺服電機(jī) |
MS1H1-75B30CB-A331Z |
750W |
4 |
|
4 |
伺服驅(qū)動(dòng)器 |
SV660PS5R5I |
750W |
4 |
四、 方案說明
由于四邊磨角為圓弧性質(zhì)采用脈沖進(jìn)行控制伺服,匯川PLC脈沖口最大輸出脈沖頻率可達(dá)200K,采用以太網(wǎng)通訊觸摸屏,匯川以太網(wǎng)采用自適應(yīng)通訊速率最高可達(dá)10M,采用485通訊伺服獲取伺服狀態(tài),實(shí)現(xiàn)脈沖控制伺服,通訊讀取伺服相關(guān)狀態(tài),節(jié)省接線。夾持部分采用位置以及轉(zhuǎn)矩雙模式切換,能夠保證伺服運(yùn)行到產(chǎn)品制定夾持位,并通過可設(shè)定閾值夾持力矩,實(shí)現(xiàn)當(dāng)前夾持力度大于設(shè)定閾值時(shí)進(jìn)行切換為轉(zhuǎn)矩模式保證玻璃夾持到位,在磨邊過程中,玻璃不會(huì)出現(xiàn)位移而導(dǎo)致產(chǎn)品瑕疵。
五、 替換優(yōu)勢(shì)
原客戶在夾持部分采用氣缸進(jìn)行夾持+人工進(jìn)行磨邊操作。在進(jìn)行氣缸夾持操作時(shí),不能根據(jù)對(duì)應(yīng)的產(chǎn)品進(jìn)行適當(dāng)?shù)?/font>修改,導(dǎo)致更換產(chǎn)品出現(xiàn)夾持不到位或者夾持過緊導(dǎo)致產(chǎn)品質(zhì)量問題。人工磨邊不僅僅在效率上無法保證,也無法保證玻璃四角的平滑度一致,更換自動(dòng)磨邊設(shè)備后,支持多種產(chǎn)品配方切換實(shí)現(xiàn)夾持準(zhǔn)確,以及磨邊弧度的一致性以及產(chǎn)品的四角平滑度。




擊交談/留言")